
NEWS
[ News from Keyence ]
Have you ever opened a drill set and noticed that one of the drill bits was missing even though you just bought it? This is a case of a product not adequately going through a vision inspection during the manufacturing process. Vision inspection is a way to make sure all the parts are in order and that the product is suitable for selling. Checking that all drill bits are placed in a set is one type of inspection called presence/absence inspection, but there are many other types for different quality control measures.
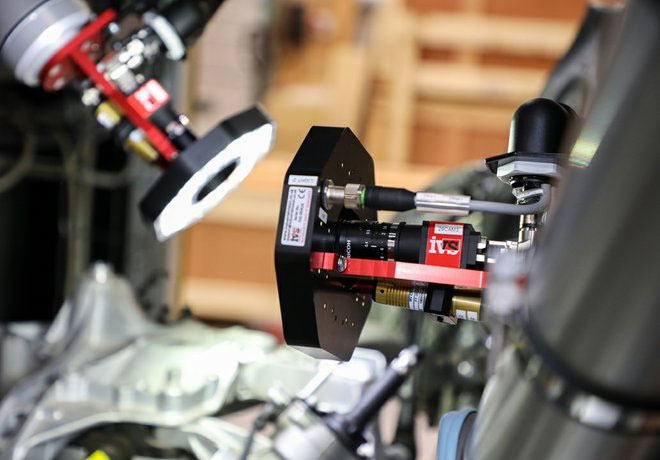
To conduct these inspections in an efficient way, vision inspection systems are used. A vision inspection system is made up of an industrial camera, lens (or lenses), lighting, and an image processing unit. These systems capture images that inspect products for problems like defects, contaminants, misalignment, incorrect labeling, presence or absence of a part, or mismeasurements. Vision inspection systems are used in virtually every industry: automotive, plastics, food and packaging, pharmaceutical, medical devices, electronics, and more.
Why Use a Vision Inspection System?
Using vision inspection systems ensures quality control across the board for consumers and manufacturers. Vision inspection systems catch problems early to avoid a defective product moving down the supply chain or being sold to a consumer.
These systems can stop a simple recall of a package missing one bottle or protect a medical patient from ingesting the wrong medicine because of mislabeling. The significance of a vision inspection system’s capabilities with brand reputation, supply chain management, and consumer experience is a huge benefit.
Vision Inspection System vs. Manual Inspection
Although it is possible to use manual inspections instead of a vision inspection system, there is plenty of discourse about why this isn’t ideal – starting with the fact that modern machines are highly automated and move products quickly down the production line. Adding a vision inspection system to the production line instead of relying on a technician allows the production line to run at speed without compromising inspection quality.
Beyond the pure speed of production being a deterrent for opting for a vision inspection system instead of manual inspections, the technology within vision inspection systems cannot be beat by humans. Vision inspection systems have evolved significantly since their introduction in the 1960s when there was barely black-and-white contrast.
Now, vision inspection systems have high resolution, color imaging, multiple lenses, and 3D scanning ability. Vision inspection systems see beyond the naked eye and capture minute contaminants, flaws, defects, and measuring errors that are incomprehensible to a human's sight. This intelligent technology makes quality control and product safety more precise.
Types of Vision Inspection
There are six types of inspections that vision inspection systems generally perform; in this section, we’ll review what these inspections mean and their applications in different industries.
Defects and Flaw Detection
Inspecting for product defects and flaws is the most popular of all vision system inspections.
For instance, this may target an incorrectly coiled wire or fuse box. With the vision inspection system’s intense visual quality, the system can see defects beyond the surface features of a product. In this case, that could be checking to see if a transparent moisture-proof agent is applied properly or if slight color variations signifying contaminations exist.
Presence/absence refers to inspecting the quantity or presence/absence of something on a target.
For example, the vision inspection system may look for the presence/absence of a lid or package inside of a package (like a flavor package in a noodle container). Or, the vision inspection system could ensure six bottles are in a box instead of five.
Product Verification
Product verification uses the vision inspection system to check that a product’s label matches the product. Although this is necessary in all industries – consider how important this is in the food and pharmaceutical industry. The inspection could be the difference between life or death.
Vision inspection systems can be used to read both human readable and machine readable codes. Barcodes and human readable characters must be checked for accuracy.
Ensuring that these characters are validated is necessary for quality control. From providing accurate expiration dates or guaranteeing the model information or code is up to date for manufacturers to trace the product down the supply chain.
Measurements/dimensions are another category of inspection that the human eye cannot replace. Accurate measurements are necessary for components to be effectively assembled and to last over time with wear and tear. Furthermore, sizes and dimensions can change a consumer's experience with the product; for example, syringe needles are cut at a slant, and if the dimensions are off, a medical patient will experience more pain.
Conventional vision inspection systems can perform measurements, similar to lab-based measurement equipment.
Positioning and alignment are similar to defect and flaw detection inspections, but the vision inspection system inspects a product’s appearance rather than its functionality (in some cases). Examples of positioning/alignment inspections are the front-facing alignment of food or drink labels, visual alignment of barcodes, or the positioning of a lid.